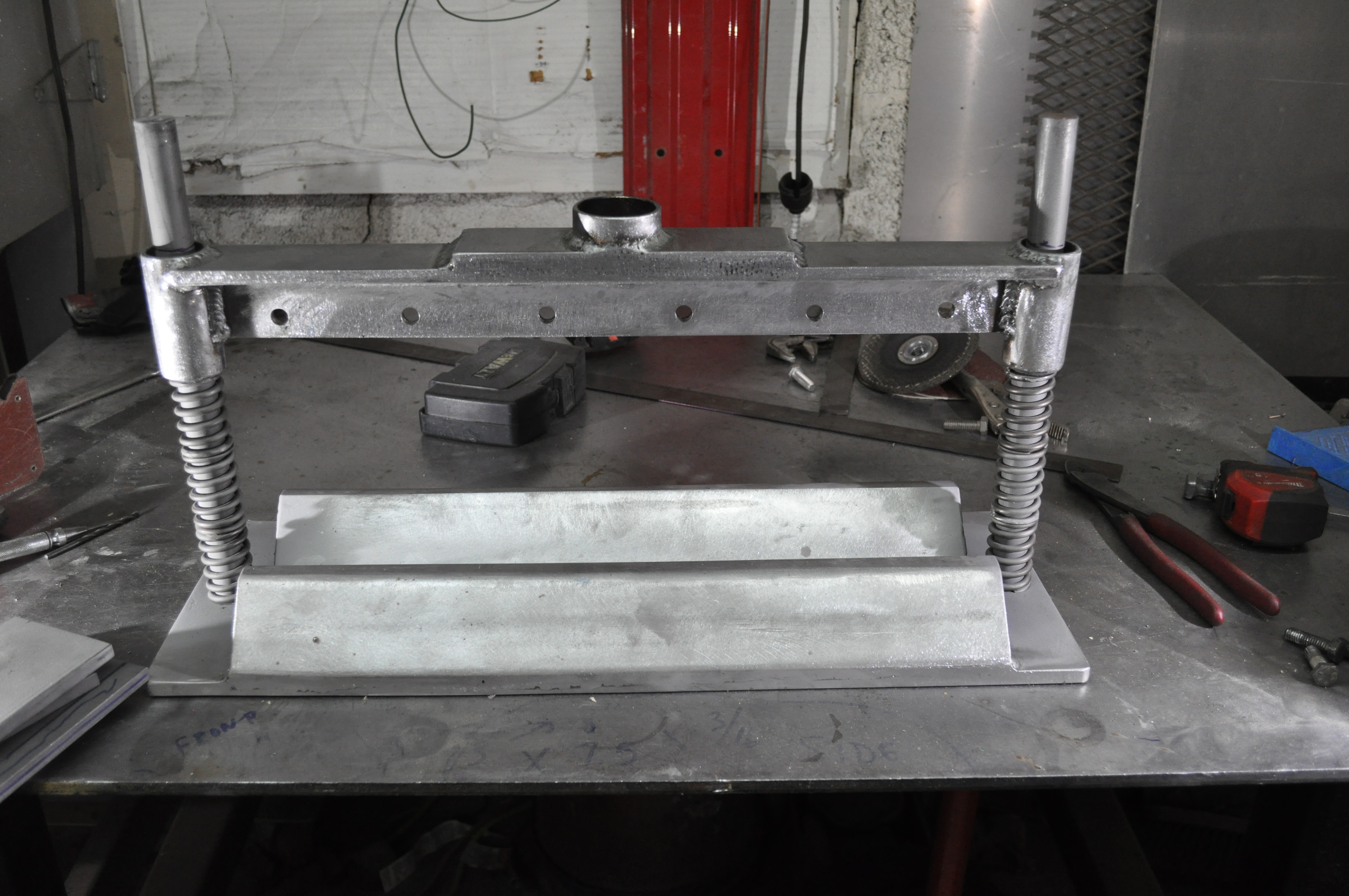
Will springs like that have a long enough compression/ extension rate..? I'd think you'd have to have more travel
no clue...... it may take 3 to even get the height... i'll play tomorrow once i take the head apart...

Will springs like that have a long enough compression/ extension rate..? I'd think you'd have to have more travel

I was just thinking that valve springs only have like .5"-.75" or so travel. Figured you'll need like 3" total travel. Maybe you don't need that much
Hard to guess without items in hand to measure/guess lol


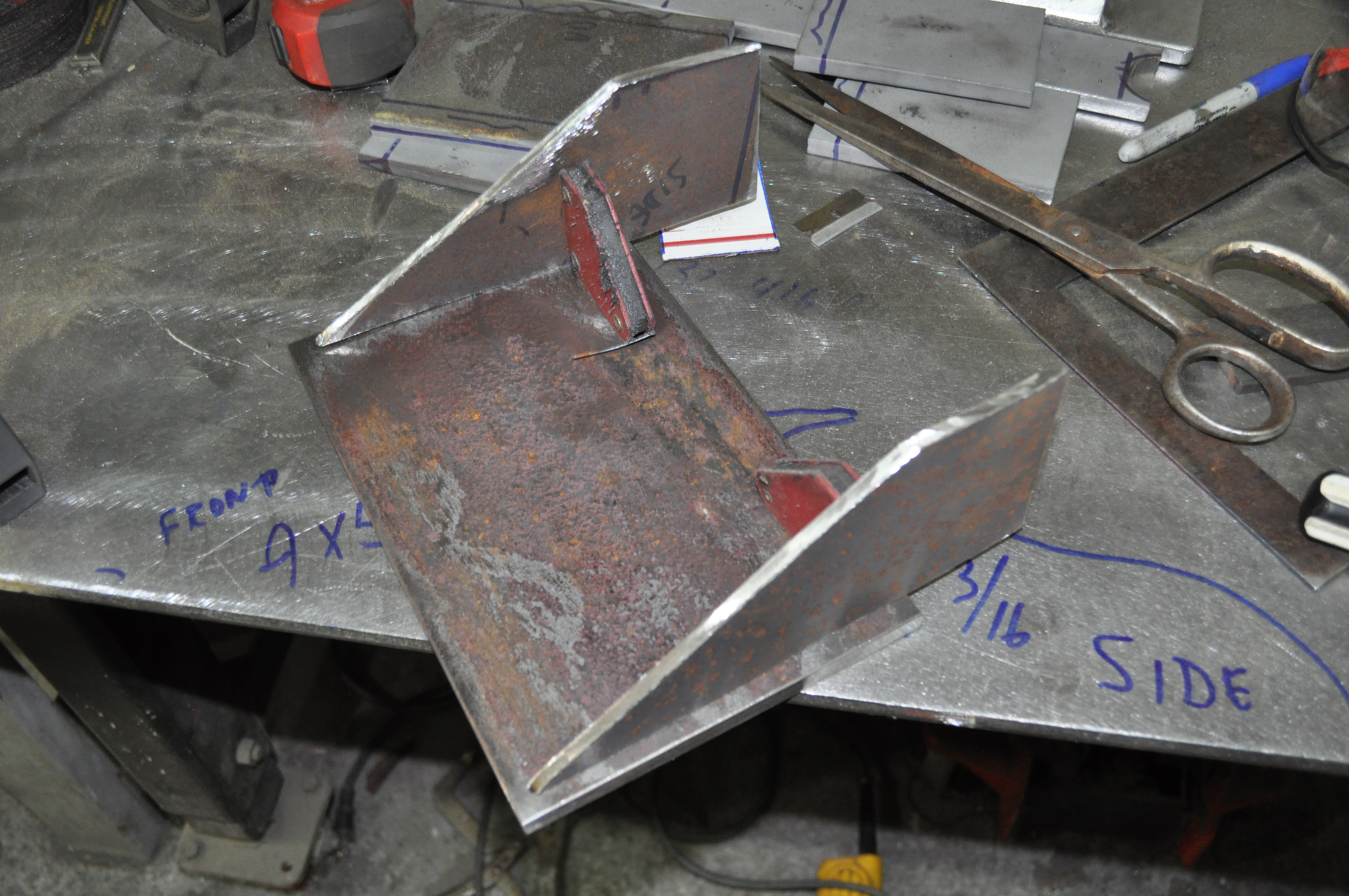
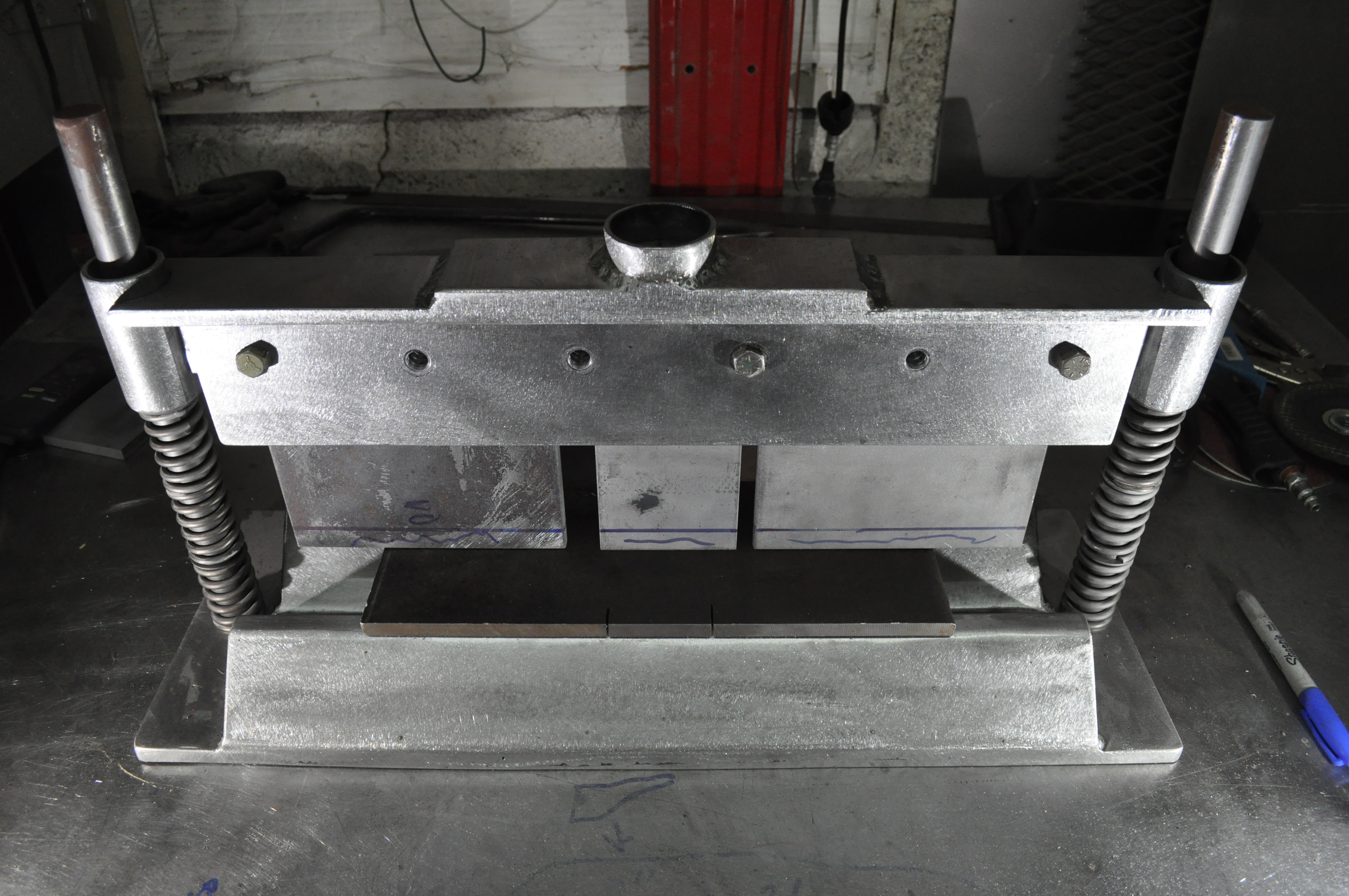
") ) but I wasn't comfortable going anymore really without it caged with a post... I had a hunk O' steel as a shield, but I don't want a missile in the LAB™ at mach 2...
) but I wasn't comfortable going anymore really without it caged with a post... I had a hunk O' steel as a shield, but I don't want a missile in the LAB™ at mach 2... 


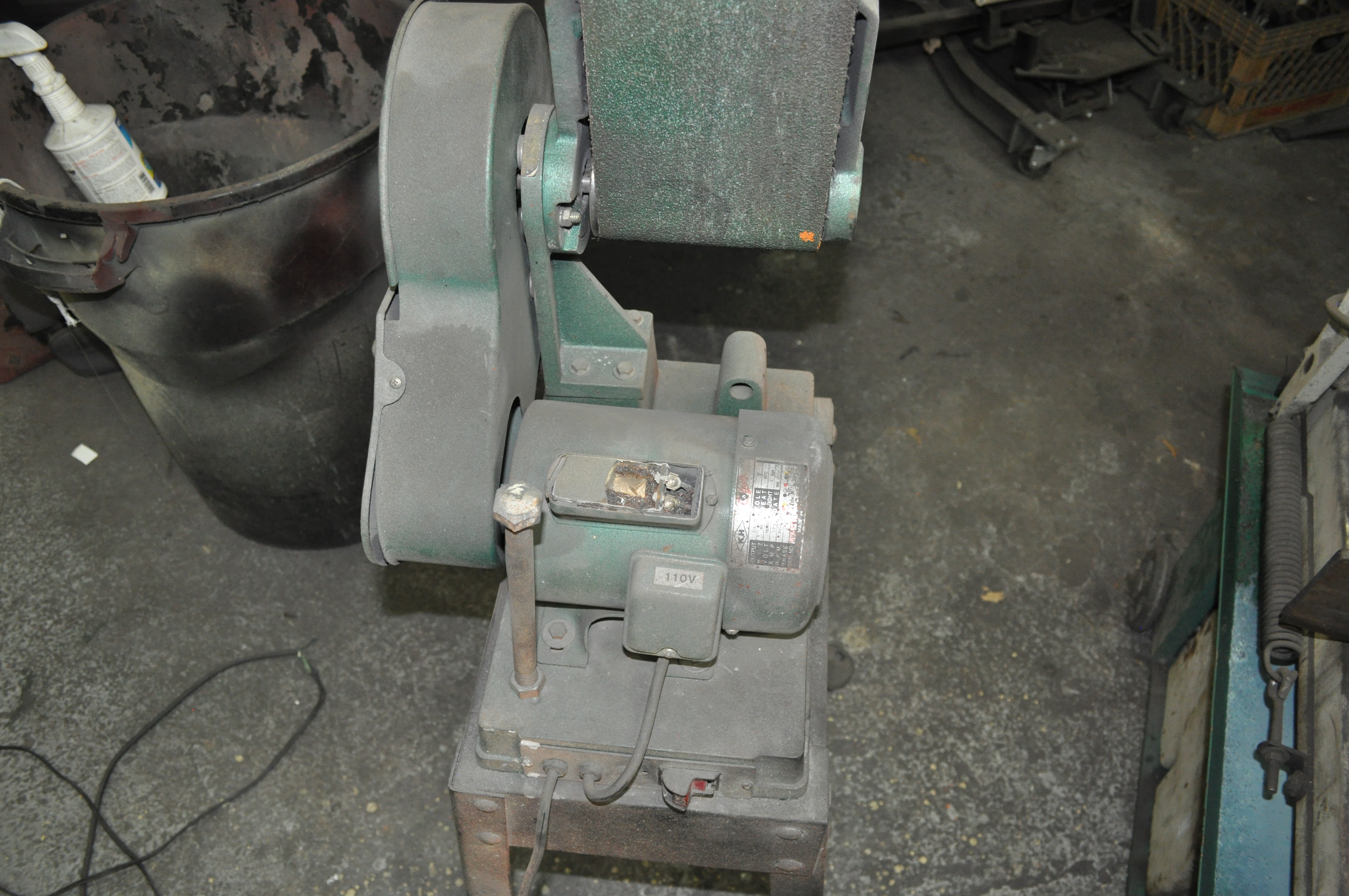

 looks like it could fail any time.... it deserves some maintenance luv, certainly earned it's keep...
looks like it could fail any time.... it deserves some maintenance luv, certainly earned it's keep... 









 it was upstairs under my desk/feet, when I was researching pulleys...
it was upstairs under my desk/feet, when I was researching pulleys...


 and it was strictly in the jack.. even hand pumping it... my junk is fine... I didn't push it to bypass point, but... i'm sure it would do 1" wide tho....
and it was strictly in the jack.. even hand pumping it... my junk is fine... I didn't push it to bypass point, but... i'm sure it would do 1" wide tho....


 #beastsander
#beastsander

